


Centenary Bulletin 2 – The Post War Period
June 21, 2018
By 1930 world markets had slumped as the Great Depression set-in. Many industries closed down and very few materials were sought. Norman G Clark, however, astutely managed and grew his business through the difficult ensuing decade. The resilience and stability he had built into the young company kept it insulated from the general crash.
Therefore, when Australian industry started to emerge from the depression, Norman’s customers knew exactly where to find him, and he was able to immediately benefit from the slow general recovery. However, the onset of World War 2 in 1939 quickly curtailed this recovery, and once again both the World and Australian economies were thrown into disarray.
The war continued for six long years, and it was not until 1947 that the new post-war economic era got under way in Australia.
Norman’s two sons, John Boyd Clark (1922 – 2003) and Norman Kerr Clark (1924 -1992) both finished school as the war ramped up.
John always wanted to join the RAAF, but on leaving school at the end of 1940, he had to first enlist in the Army while awaiting transfer to the RAAF. After finally being taken by the RAAF, his training commenced immediately in Australia, and then progressed to Canada and the UK. After completing his training, John was posted to an RAAF Bomber Squadron operating under RAF Bomber Command. John spent the remainder of the war on operations in Europe, and did not return home until late 1945.
Norman K. Clark (known as ‘Tik’ to the family) left school in 1942. He joined the Army in 1943, and was to serve with the 2/4th Field Artillery Regiment in New Guinea, where he took part in the very heavy fighting at Balikpapan. Tik did not return to Australia until 1947.
By now, Norman G. Clark was in his seventies, but the return of his sons from the war saw the firm well placed to take advantage of eagerly anticipated post-war economic growth.
However, shortages of basic commodities meant the Australian economy took some time to realise its potential, and commence its transition from rural driven to manufacturing driven.
Significant projects like the Snowy Mountains Scheme, large scale immigration from war ravaged Europe, the 1956 Olympics, not to mention some proactive government economic stimulation, eventually resulted in some exciting growth.
The two Clark brothers initially sold the primitive pre-war Bottomley & Emerson Aniline dyestuffs, dye house chemicals, carding oils – and some industrial detergents.
Tik, who was much more interested in chemicals, took responsibility for customers in the woollen industry, while John concentrated on the manufacturers in the cotton industry.
They quickly re-established contact with W.A. Scholten Chemische Fabrieken N.V. of Gronigen, Holland, who may well have been surprised to discover they still had an agent in Australia. Fortunately, Scholten had been able to start production straight after the war, and were very keen to do business.
They enthusiastically told Norman G. Clark all about their products, which had extensive application in the Australian cotton and synthetic weaving & finishing industries. Norman G. Clark purchased trial shipments of several products in the Scholten range, and these duly arrived in Australia without delay.
As might be expected, the Australian textile industry was relatively primitive. There was woollen fabric production all over the country, but plants were old, and the quality was poor. The more modern mills produced good quality worsted fabric, but Norman G Clark didn’t have many products to sell to this sector, so the prospects for developing new business was not good in the woollen industry.
The situation was a bit better in the cotton industry, and there were several large mills dominating the scene. Norman G Clark still didn’t have the right products to offer these producers but, after many visits, John found there were products that possibly could be sold, and started to promote them.
By the late 1940’s, Norman G Clark’s business had grown to such an extent; new premises were purchased at 143 Latrobe Street, Melbourne.

Bags of Scholten starch in the King Street store.
To weave most cotton fabric, it is necessary to initially ‘size’ the yarn so that the individual fibres are stuck together and not damaged by the abrasive action of the loom. Broken threads meant low grade fabric, and Norman G Clark were able to offer a product that would do a much better job than the older starch products being universally used throughout local industry.

Latrobe Street Premises before façade upgrade 1947

Norman G Clark Office – 143 Latrobe Street c1954
They were also lucky that ex-servicemen were popular people. John met up with other ex-servicemen, who were technicians in various mills, and even though Norman G Clark’s product was quite expensive, he was able to get customers to undertake trials.

The Modern Office -143 Latrobe Street Melbourne – 1950’s
If you walked into any weaving shed of that era, it looked like a snowstorm was in progress. Starch and cotton fluff hung from the roof, and the machines were covered in it. The mess was also damaging the cloth as it was being woven.
The modified potato starches produced by Scholten were different. They were soluble, and in the sizing process, penetrated individual fibres rather than simply coating the surface of the yarn. After using Scholten, the finished article was supple, very well bound and produced a much better cloth after weaving.
Scholten became a very big profit contributor. After the early success with cotton sizing, which literally consumed hundreds of tons of starch, the industry started to add synthetics to natural fibres, and spun rayons were the first of the multi-filament yarns to appear. These became a ‘gold mine’ for Norman G Clark, as the relatively low grade yarns of the period needed to be glued together while they were woven into fabric. Wheat starch or gelatine didn’t work, but Scholten’s modified potato starch certainly did – and Norman G Clark sold many tons of this very sophisticated soluble starch product named ‘Solvitose’ to the Australian synthetic weavers.
Norman Grey Clark in 1950
In the 1950’s a new bath towel would typically be absolutely stiff when it was first used, and not able to absorb any moisture. The reason was that it was full of insoluble starch, which coated the surface of the cotton fibres. Vigorous boiling was the only solution – and only if this was carried out about four times – did the product become useable.
Scholten ‘sized’ fabrics were soft right off the finishing machines. This was an enormous quality improvement – one that was readily recognised by the local buyers and producers.
The same problem also applied to the synthetic fibres in textile fabrics. The standard treatment was to finish with gelatine or starch products to produce a feel that was acceptable to users. The materials used were basically insoluble and, like the towel, it took time to get rid of them, but this resulted in a significant deterioration in fabric quality.
Once again the soluble Scholten products were ideal for the cotton and synthetic fibre weavers, and this business continued for many years – only declining in the 1980’s.
The original Scholtens company was a Co-Operative of Dutch farmers. Several years of poor potato crops in Holland, during the 1980’s, eventually caused the failure of Scholtens, and it was ultimately absorbed by a competitor known as Avebe.
Norman G Clark still has a sales relationship with Avebe today, nearly ninety years since the original sales of Scholten products by Norman G Clark.
Scholten had been the trigger to rebuild the business after the war, and Norman G Clark’s success with their products, prompted attempts to find sources of supply of other new products, which significantly changed the marketing approach of the whole business.
Many of the machines where Norman G Clark’s products were being tested were incredibly primitive. Most of the country’s textile plant had been manufactured in the UK and were not suited for what Australia wanted to produce. It was obvious that, if the Australian Textile Industry was to continue to exist, it would have to introduce modern machinery.
Norman G Clark consequently started to look for agencies away from the conventional UK manufacturers.
Davies Coop was one of two major cotton spinners, weavers and knitters in Australia. They highlighted a shortage of single 50’s cotton yarn for their knitting division. Through a contact John met, in Huddersfield , UK, during the war, Norman G Clark became a cotton yarn importer.
John Brierley was Managing Director of a very large cotton and rayon spinning mill in Huddersfield, Lancashire. John Clark simply approached him – and asked if he was able to supply. He replied that Norman G Clark’s requirements were not in his product range – but suggested we write to his friend at J & J Hayes Ltd , based in Leigh, Lancashire, and see if he could supply.
John Clark was quite surprised to receive a friendly reply from J & J Hayes Ltd, saying that, as John Clark had been a pilot with RAF Bomber Command during the war, they would welcome the opportunity to supply any requirements Norman G Clark might have – if it was within their product range.
As a consequence Norman G Clark sold large quantities of Hayes single 50’s yarn to Davies Coop. J & J Hayes were always competitive on price and supplied very high quality yarn.
No finance expenses were incurred, as the buyer paid for the goods before shipment, and took delivery of them immediately on arrival in Australia. As the customer could never get enough, Norman G Clark usually had a standing order. For its trouble, Norman G Clark received 2% commission, and this wonderful arrangement lasted for a bit longer than one year, until local production increased sufficiently to meet local demand.
The textile printing industry was starting to emerge, and again Norman G Clark had Scholten products to offer.
They also had ZBF screen printing meshes, which were the best in the world. The only thing they didn’t have – was an import licence quota to import the goods !
Consequently, John Clark visited the ‘Government Import Licensing Department’ where he was fortunate to meet one of his old Army mates. When the problem was explained, the mate said “as an ex-serviceman you qualify for an import quota – how much do you want?”
Consequently, Norman G Clark became the number 1 Australian supplier of Swiss Silk Screen Printing Mesh – a situation that lasted for more than 40 years.
The search for suitable machinery agencies continued.
Maag Bros, of Zurïch, Switzerland, manufactured stenters and calendars of high quality, but were very expensive. Norman G Clark quickly managed to sell one to Associated Textile Printers Pty. Ltd., on condition that John Clark took responsibility for installation.
The machine arrived in Australia in dozens of boxes two weeks before Christmas. John spent the next four weeks assembling and making it work. It was the first of the new pin/chip machines, and incorporated some of the best guidance, overfeed and stretch control systems in this country. It made all other comparable machines look prehistoric.
Maag, like most European machine manufacturers, didn’t make the guiding systems, so after some research, Norman G Clark discovered that Erhardt and Leimer GMBH, a German company, made much of the fitted equipment. Here too, NGC subsequently secured the Erhardt & Leimer agency for Australia as well. This too is a relationship that continues today.
After the Associated Textile Printers installation, it was obvious Norman G Clark needed some service and installation expertise. Arch Herrod, formerly Chief Engineer of Dyecraft, was employed for this purpose, and they then purchased some primitive machine tools, which were installed in the basement in the Latrobe Street premises.
Apparatabau GMBH, of Munïch, Germany, was another company to soon join the NGC agency list. They manufactured drying and heat setting plants.
With Erhardt & Leimer, plus its own engineering design capabilities, Norman G Clark were starting to have some impact on the textile machinery industry. They built some very effective stretching rollers, which were very low in tension operation, and were parallel systems which did not impart centre stretch to open width fabric.
In addition to the excellent fabric guiding systems from Erhardt & Leimer, NGC designed its own range of Batch Spear Holders (Safety Chucks). A German company copied the Batch Spear Holder, and made hundreds of identical units. Today, Norman G Clark supplies Safety Chucks from that very same German company.
By 1960, Norman G Clark had acquired other important machinery agencies such as, Draper Corp, USA (Single Shuttle Looms), A.B. Svenska, Sweden (Dye Jiggers), Hamburg Dry Tech (Stenters), West Germany, Dryers Scragg, UK (Uptwisters), West Point Foundry & Machine Co, USA (Slashers).
In 1962, they received an order from Bruck Mills, of Wangaratta, for just under £1 million, associated with the expansion of their mill. The products included:
- Draper – Looms
- Svenska – Dye Jigs
- Hamburg – Stenter
- Erhardt & Leimer – Accessories
- Apparahebau – Heat Setting
- West Point Foundry – Slasher
This order became a project lasting almost three years.
Textile printing was becoming the new ‘in thing’, and Norman G Clark had the basic products, ie. Silk Bolting Cloth for manufacture of screen printing screens, plus special thickening for making clear, sharp prints in both roller and screen printing operations.
As already indicated, Australia was becoming a high quality market, but total printed yardage of individual designs was very small. First runs of any design had to be limited; otherwise every woman in the country would be wearing the same dress.
Unit costs per design were very high, but the quality was as good, if not better, than anywhere in the world. The new industry generated a very good reputation for production.
There was an obvious leaning towards screen printing, and the best producers in Australia were:
Silk and Textile Printers
Associated Textile Printers
E. Lucas and Co.
Dyecraft Pty. Ltd.
Tennyson Textile Printers
There was a very good roller printer – Colortex Fabrics.
Norman G Clark had developed an excellent association with all these companies, and literally sold them miles of screen silk and tons of thickening material.
Also, because of their machinery interests, Norman G Clark got involved in designing and building equipment for printers. They made a very efficient silk stretching machine which every printer used, and this ensured perfect tensioning of the screen material and therefore a very stable print image.
Once again, market size was the problem. In total, Norman G Clark built seven or eight of these machines, and that was end of the story. Tables were getting more sophisticated, and the company actually developed a semi-automatic screen system which involved rails, register stops, a carriage to carry the screens, a squeegee motion and special metal screen frames.
The system was very good and very accurate, but again, it was hand built and expensive. The total output was a couple of installations only.
Towards the end of the 1950’s, Norman G Clark learned that a large Dutch engineering company was developing a screen printing machine, and after some negotiation were appointed the Australian agents for Stork Industries – and promptly sold five machines.
Traditional screen printing was carried out ‘squeegeeing’ across the table and, to avoid the problems with ‘wet on wet’ printing, the system would miss every second repeat for the length of the table, then return to the start and fill in the missed repeats.
It was also normal to vary the number of squeegee strokes with different designs, or different colours. Screen printers simply believed this was the way it had to be.
The Stork machine did none of these things. Its method was to place the fabric to be printed on to a belt, and move it under the screens. When the belt stopped, up to eight screens would lower onto the fabric and the squeegee motion would start up and down the length of the fabric.
Up to eight screens could be printed simultaneously. The belt would then move forward for an exact repeat and the motion would start again. The system was, of course, printing ‘wet on wet’ and some of the traditionalists found it hard to accept that this wasn’t a recipe for disaster.
However, printing all colours simultaneously, with precise registrations at very high fabric speeds, using better thickeners for their printing pastes, together with printing rollers that were very accurately etched with exact registration – allowed high quality product and low cost.
Norman G Clark were able to produce this accuracy with screens. They sold Stork machines, Scholten thickeners, ZBF mesh and their own stretching machines and screen frames.
Pre-war Norman G Clark’s product range included colour cards and samples of “Indigosol” dyestuffs, made by Durand and Huguenin SA of Basle, Switzerland.
John enquired again about the availability of these products and duly received a large selection of literature, pattern cards and samples. He also learned that “Indigosol” was the trade name of Soluble Vat Dyestuffs.
The price range for different colours was between £7 and £12 per pound weight. Being more impressed with the price than the product, which was meaningless at that stage, Norman G Clark dutifully distributed the information that had been received, and the reception was good.
Bruck Mills were most interested, as they were tendering for miles of Army shirting – and were expecting dyeing problems with the regular Vat Colours they had to use. ‘Indigisol’ dyestuffs were an answer to their prayers.
Bruck won the Army tender, and the first order to Norman G Clark was for half a ton (1120 lbs) of assorted colours – an order valued at approx. £10,000.00
‘Indigosols’ were off and running!

Bruck Mills, Wangaratta 2018 – Jack Clark and a Svenska machine (Sold & installed by his Grandfather, John Clark, 1962)
Durands were ecstatic and reacted by offering to send one of their scientists , Charles Speiser – to spend as much time with Bruck as required to set up initial production. This offer was gratefully accepted, and for the next couple of years Bruck had a ‘hotline’ to Basle. If there was a ever problem – Charles would be on the first flight to Melbourne.
Bruck used tons of Indigosol, and produced miles of this special fabric for the Army. They also introduced Indigisol dyed fabrics into much of the high grade domestic fabric trade.
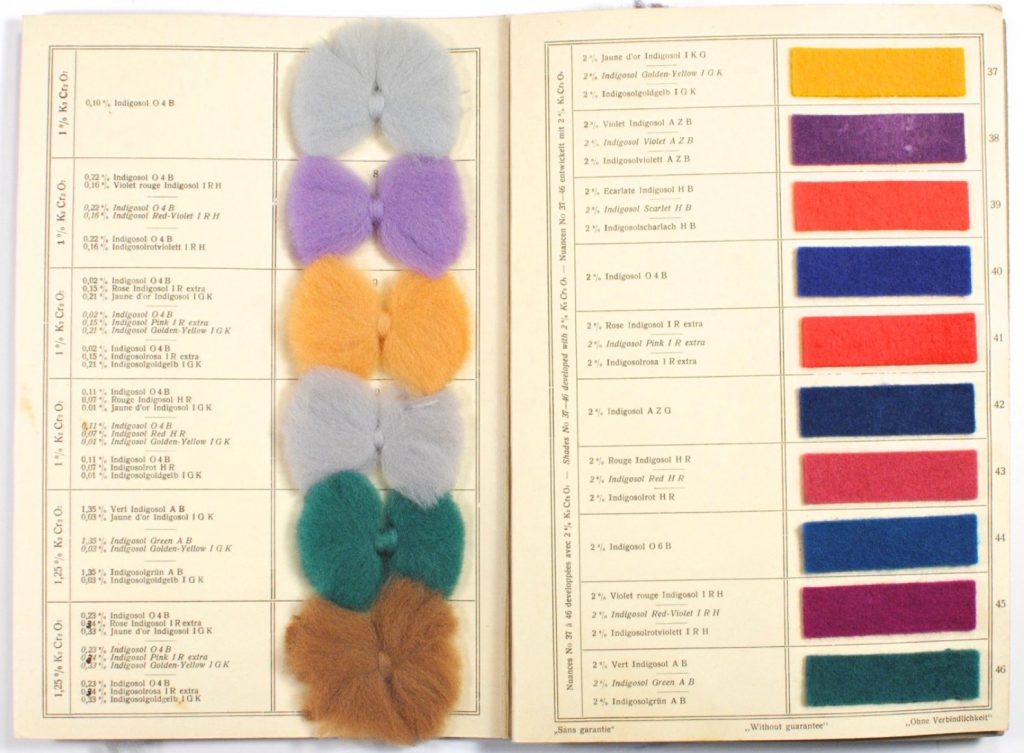
Durand and Huguenin sample catalogues

Durand and Huguenin sample catalogues
In 1966 Durand and Huguenin were taken over by Ciba. Norman G Clark was very sorry to see them go, as they had enjoyed a dream run with their products for a long time. The Bruck experience also helped STP and Tennyson, who were having printing problems with Vat colours. Between both, they reluctantly used a large quantity of Indigosols, and undoubtedly made a lot of money in the process.
Indigisols were the last of the pre-war products that Norman Clark had hidden in his desk drawer. There is no doubt that Scholten, ZBF and Durand & Huguenin contributed considerably to the re-construction of Norman G Clark’s business after World War 2.