


Centenary Bulletin 22 – Flight Systems, Pennsylvania
February 20, 2019
In 1982, Norman G Clark had a call from Cummins Diesel Australia. Cummins had been approached by an associate company in the USA who had developed an engine protection device that had saved Cummins millions of dollars in warranty claims in South Africa, where there were a large number of the relatively new “K” series 2000 horsepower Cummins engines operating in a very large copper mine.
Even in those days these engines were probably worth over $150,000 each, and had a very bad record of water pump failures. With conventional detection equipment, this meant that, about one minute after water pump failure, there would be total engine failure, and Cummins would be supplying a new engine under warranty.
Cummins Australia could not involve themselves with marketing Flight Systems equipment in Australia, and said if Norman G Clark were interested, we should deal directly with Flight Systems in the USA.
We were presented with a sample unit that had been sent to Cummins by Flight Systems, and with a very comprehensive manual, were able to get a good idea how it worked.
The product looked good, and John Clark negotiated extensively with Bob Shaffner, President of Flight Systems, and soon started our campaign to market the product in Australia.
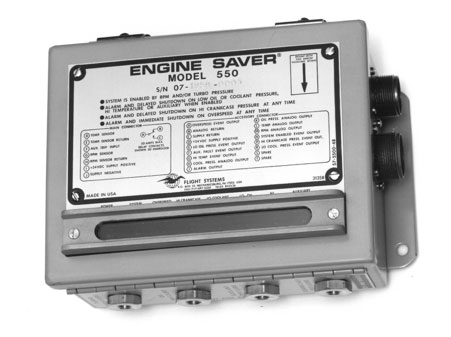
Engine Saver, as it was named, was a highly sophisticated early warning device for the protection of high power diesel engines. Our starting model was a 550 Level 4, which was a very good and reliable model.
We knew, from our Timberjack and Michigan days, that badly treated diesel engines had a nasty habit of destroying themselves catastrophically. The number one killer was always coolant related, and number two was crankcase problems.
When we started with Flight Systems, there were two main engine protection systems being offered in the Australian market. Most machines over 500 horsepower were fitted with either a Sentinel or an AID system.
Both systems approached the coolant problem in typical fashion, by locating a temperature sensor somewhere in the coolant circuit. The philosophy was that, if a high temperature was recorded, the engine must have big problems and shutdown action should be taken.
The major issue with this approach was that by the time the sensor detected high coolant temperature, the damage was already done, and if the sensor reacted at all, it was simply confirming that the engine was badly damaged. That was not an adequate role for engine protection equipment.
If the problem was due to a major loss of coolant, there would usually be no warning at all, because temperature indicators do not react efficiently to steam.
Engine Saver was completely different, and its whole operating philosophy was based on the fact that in any healthy engine at different operating speeds and loads, there are a series of pressures that are measurable. If an engine started to develop a possible problem, that could result in its destruction, there would be an immediate change in a related system pressure which monitored by the Engine Saver, and continually compared with an adjustable trip point. This trip point was the condition at which the engine should be shut down for investigation.
Most importantly, the device was fitted with time delays of ten or fifteen seconds once the set trip point was reached, so the changed condition had to be continuously present for the programmed time delay, after which shutdown action would be taken immediately.
The Engine Saver did not trade on false shutdowns, and in every initial installation, that was the hardest decision confronting any new owner. In almost any situation when Engine Saver was alarmed, there were no abnormalities shown on engine instruments and the inevitable operator assumption was that there was nothing wrong with the engine, and Engine Saver had simply got it wrong.
In the early days, the ‘uninitiated’ would often change the pressure of a set trip point and everything would be OK for a day or two, until the Engine Saver would pick up further deterioration and shut the engine down again. In extreme cases, trip points were changed several times before the inevitable result was an expensive engine rebuild.

The Guinness Book of Records performance came from a company with a brand-new Caterpillar fleet all fitted with Engine Savers. On the first day, a new D9L bulldozer had a shutdown, indicating high crankcase pressure. No fault was apparent, so they fired up the machine and tried again, but it was shut down immediately. There were some well chosen words and this start/stop performance continued for a total of nine starts until last stop was accompanied by a very expensive “bang”. A connecting rod appeared through the side of the engine block, and about $70,000 later, a nice new engine was on the road.
That got the message across, and of nearly 150 Engine Savers operated by the company concerned, every one was fitted with a key switch. The only person authorised to restart an engine after a shutdown was the mechanical superintendent, and that procedure was religiously applied.
The saving in engine catastrophes ran into millions of dollars, and that is why they fitted Engine Savers to every production machine in their operation.
During one sales presentation, at a very large mining operation in Queensland, we made the comment that ‘50% of the mine’s engine protection equipment would be non-operative and the other half would be inaccurate’. The Mine Manager agreed that this assessment would be accurate.
Naturally, we then asked why they persevered with the system they used, and the answer was “it’s the best of a bad lot”. Fortunately, there were other more progressive organisations who preferred to detect engine problems early, rather than keep fitting new engines.
Flight Systems were very much oriented towards Cummins Engines, whereas we also had a very big market potential in Australian mines for Caterpillar and Detroit. Flight Systems demonstrated just what a top-class manufacturer they were, by making changes to their equipment to also suit the different pressures and conditions that applied to these power units. Norman G Clark had a very substantial input into Engine Savers of the time, and Flight Systems made many changes to the equipment which enabled us to fit it to Komatsu engines, railway trains and pit pumps, that had never been properly protected up to that date.
Eventually we got the very ingenious Level 6 model, which had the capability of electronically ramping the oil and coolant trip points to follow engine RPM, and for those who understood the process, it was very accurate. For those who didn’t, it was a problem, as they could not keep their screw drivers away from the adjustment dials.
Time corrected many of these installations, and there are still a lot of sixes in the field. Properly set up, they are very accurate and very reliable.
When we first hit the market with Engine Saver, we were preaching to non-believers as far as engine protection equipment was concerned. When we told them, we were not interested in knowing what the coolant temperature was, but preferred to operate on coolant pressure, that was the sort of stuff that could get Sales Representatives thrown out of offices on a regular basis. Eventually, we found a reluctant believer who had a very big problem, and a very large hydraulic shovel powered by a K16 Cummins engine. The machine was very large, and very vulnerable, as the protection system fitted was seldom working. They agreed to fit an Engine Saver which we delivered to the mine immediately, and we were due to attend the following Monday to fit.
On the Friday, the machine was working when a bottom radiator hose fell off, dropping all the coolant. The temperature gauges and flow indicators did not notice anything wrong, and in about half a minute, the engine was scrap metal.
$80,000 and three days later, there was a replacement engine in the machine. We then fitted our Engine Saver, calibrated it, carried out shutdown trials and went home. Two days later we had a phone call from the mine saying your Engine Saver has just shutdown the shovel. You will probably be interested to know that the engine dropped the bottom radiator hose again, and 10 seconds later it was shutdown.
Nobody could work out why the engine was stopped, until someone noticed a large wet patch under the machine and realised that it had come from the engine. We were already $80,000 in front with this Engine Saver.
The mine went on to purchase 55 x additional Engine Savers, and until they closed, would have saved well over one and quarter million dollars on engine and compressor problems.
Industry wide savings totalled many millions, and they went on for years. Those that had them, understand them, and trusted them to the extent that if it said there was a problem, they believed it, and had a careful look to find the cause of the warning.
Such respect was not easily earned, and it took time to convince operators that the warnings were usually for real, however, there was nothing more convincing than bits of engine scattered all over the paddock.
Scraper operators are notorious as ‘stunt drivers’ in the industry, as they operate very big machines, often with twin engines, and the capability of travelling at 35 to 40 miles per hour. They are usually performing in major earthmoving operations, and delight in power diving down hills, often over-speeding engines and creating damage.
Engine Saver stopped all that in Scrapers, Haul Trucks, Trains and other equipment. It had an overspeed circuit, with no time delay, which was accurate – and the delay in response was 0.5 seconds.
Mechanical Superintendents loved this feature, and enjoyed recovering machines that had been shut down because of excessive speed.
The great benefit of Engine Saver was its accuracy and predictability, and once set it continued to monitor engine functions. When they changed, it reported the abnormality.
It was also a very sensitive system, as demonstrated on a twin powered Scraper in a Queensland mine. The machine was big, and brand-new when we first saw it. We calibrated the Engine Saver to the engines and it went to work. A couple of weeks later, we were advised that every time the machine turned a right-hand corner, the rear engine was stopped due to high crankcase pressure.
We visited the mine, and found the nice new machine looking rather beat up. The explanation was, that it had been rolled a few weeks earlier, and since then the shutdowns had been regular.
Eventually we took the pressure-tube off the crankcase system and found it was full of oil, which had run into the tube when the machine was running on its back with its feet in the air. We cleared the tube of oil and the problem was solved.
It was an interesting case, and demonstrated the sensitivity of the Engine Saver system. The oil was being thrown out by centrifugal force as the machine was cornering – probably too fast – and registered that fact by stopping the engine.
There were dozens of coolant shutdowns due to radiator caps being loose, or not fitted, and nothing else in the market could match that sort of performance.
One of the interesting additions, which Norman G Clark developed to compliment the Engine Saver, was the Tilt Switch. Diesel powered machines would continue to run in any attitude even upside down. Mercury switches were in use to determine whether a machine had tipped past a certain angle, but these were only useful if a machine tipped along the axis of the switch. The NGC Tilt Switch was ingenious, in that it worked around a full 360-degree axis. It could be manufactured to operate at any tilt angle. We settled on 30 degrees as the standard. Any angle of tip beyond that sent a shutdown signal to the Engine Saver. Result – machinery and (even) lives saved.
Cummins and Flight Systems had been very close in the early days of Engine Saver, but there had been a ‘falling out’ before our involvement. Cummins did not help our cause, and in fact, eventually started to compete with a rather poor version of an early Engine Saver they actively promoted through their many outlets around Australia.
Fortunately, by this time we had a big population of Engine Saver in Australia, and an excellent reputation for performance. Our best advertising was our many customers in the mining industry, who had had spectacular engine saves in circumstances where nothing else would have identified the problem.
Compusave (the Cummins system) did not have this track record, and it had another problem, in that the wide spread Cummins network didn’t really know very much about it, and certainly could not service the equipment when there were problems.
Flight Systems eventually got back into bed with Cummins, who by that time had realised that Compusave was an inferior product.
Modern engines now come standard with engine protection modelled on the engine saver concept, so the market has to a greater extend gone. We continue to get some part of what is available, but it is unlikely that the Flight Systems business will ever return to the levels of the past. It is a pity, but that’s the way industry develops.